PDQ Process
Engineering
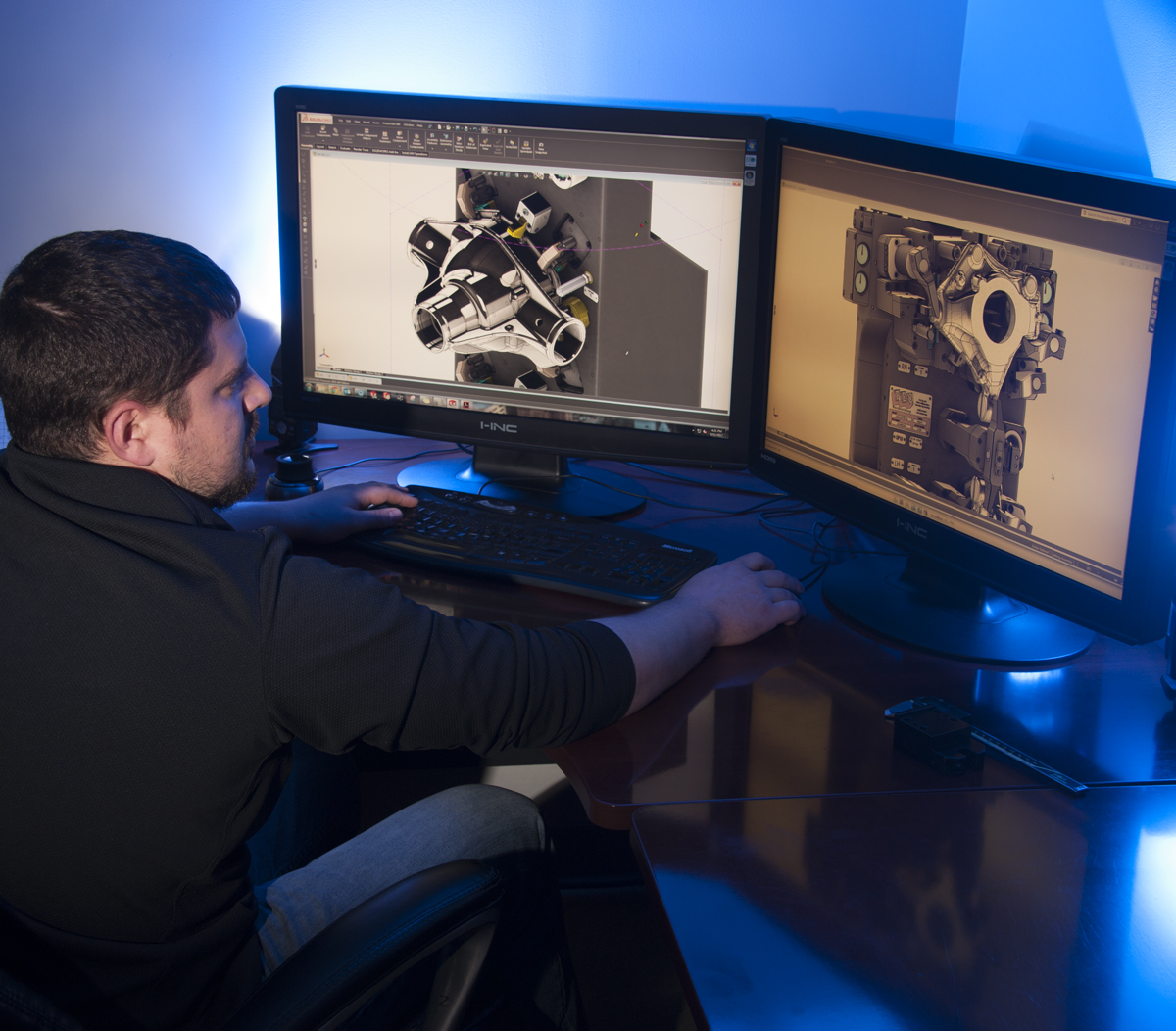
Upon receipt of order, your project will enter the queue in our engineering department. Once the designers reach your project in the queue, you may be contacted for more information. If your RFQ was thorough enough, you may be contacted once the preliminary design is completed. The preliminary design will show all locators, clamps, retention devices, and tool clearances (assuming tool drawings are supplied). Customers will need to carefully review and recommend changes before the design is completed. A video conference or Go-To-Meeting between the customer and designer is recommended. Once the design is approved it will be finished up and released for build.
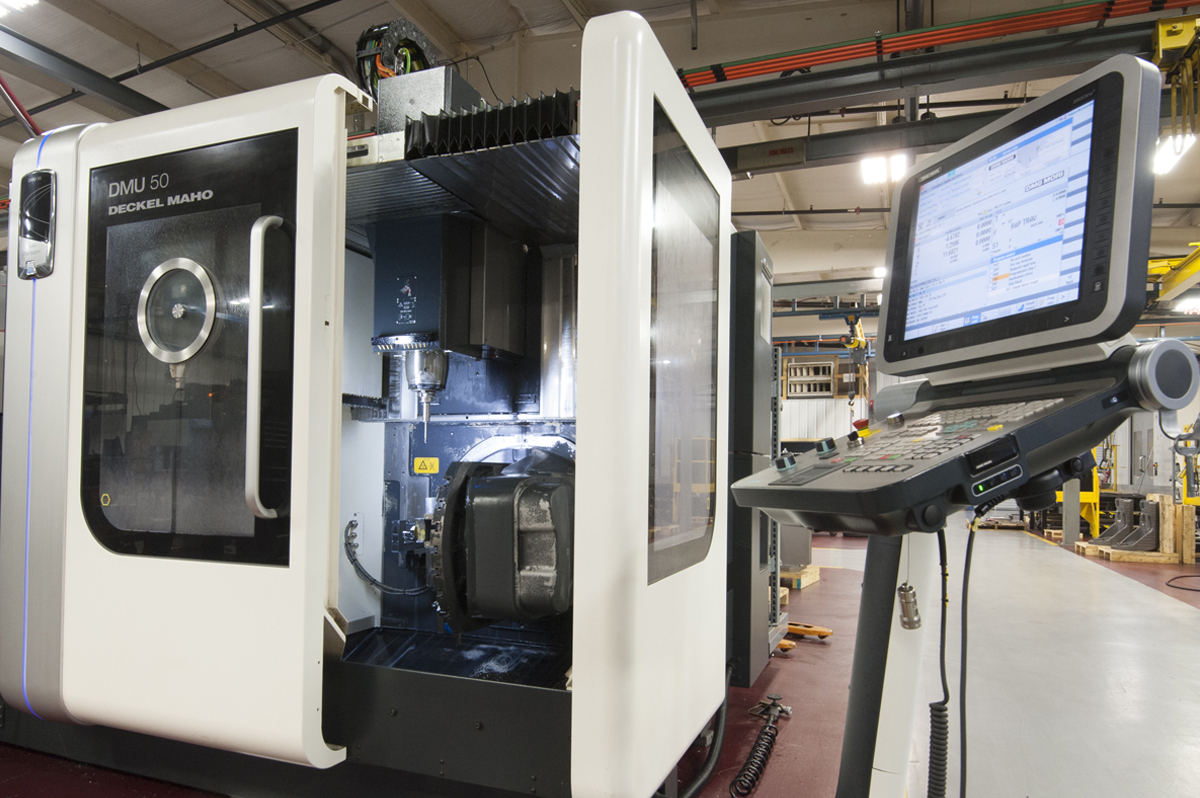
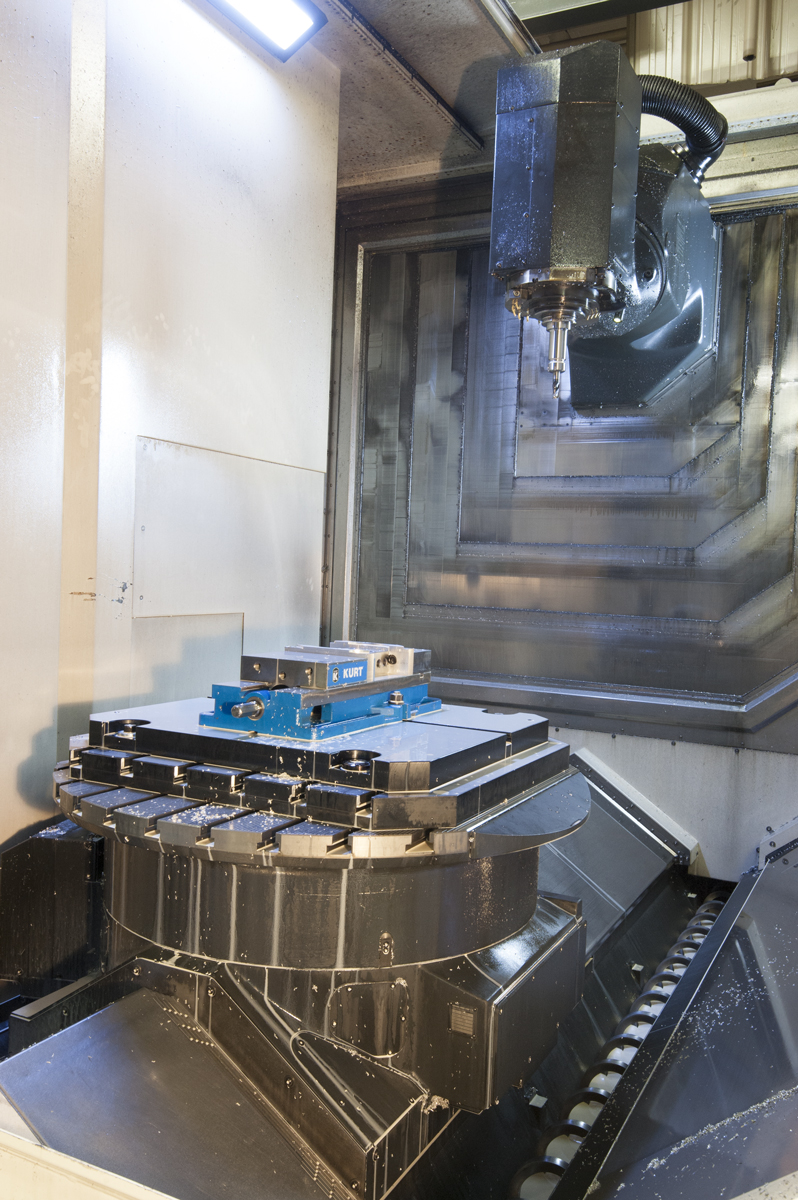
Machining

VMCs
- 2x DMG MORI – CMX 1100 V
- 1x DMG MORI – DMU 50
- 5x Doosan – DNM 400 II
- 2x Doosan – DNM 500

HMCs
- 3x Haas – EC 1600 YZT
- 1x DMG MORI – DMU 100 P
Lathes
- Doosan – PUMA 2600 Y
- Doosan – PUMA 2100 Y with LNS Bar Feeder

Finish Grinders
- Okamoto – ACC32-80EX
- Okamoto – ACC12-24DX
- Okamoto – PRG6DX
- 3x Okamoto – Linear612B


Gundrills
- TechniDrill – 100-1.25-48-3A
- Eldoroado Gundrill Head on custom Jig Mill (48” drill depth)
Other Machines
- 2x Lagun – Millmatic II Knee Mill
- 2x Acer – e-mill
- Devlieg – 54K-60 Jig Mill
- Devlieg – 43K-72 Jig Mill
- Blanchard – 26HAD-48 Grinder
- Blanchard – 22K-42 Grinder
- Maxiem – 1515 Water Jet
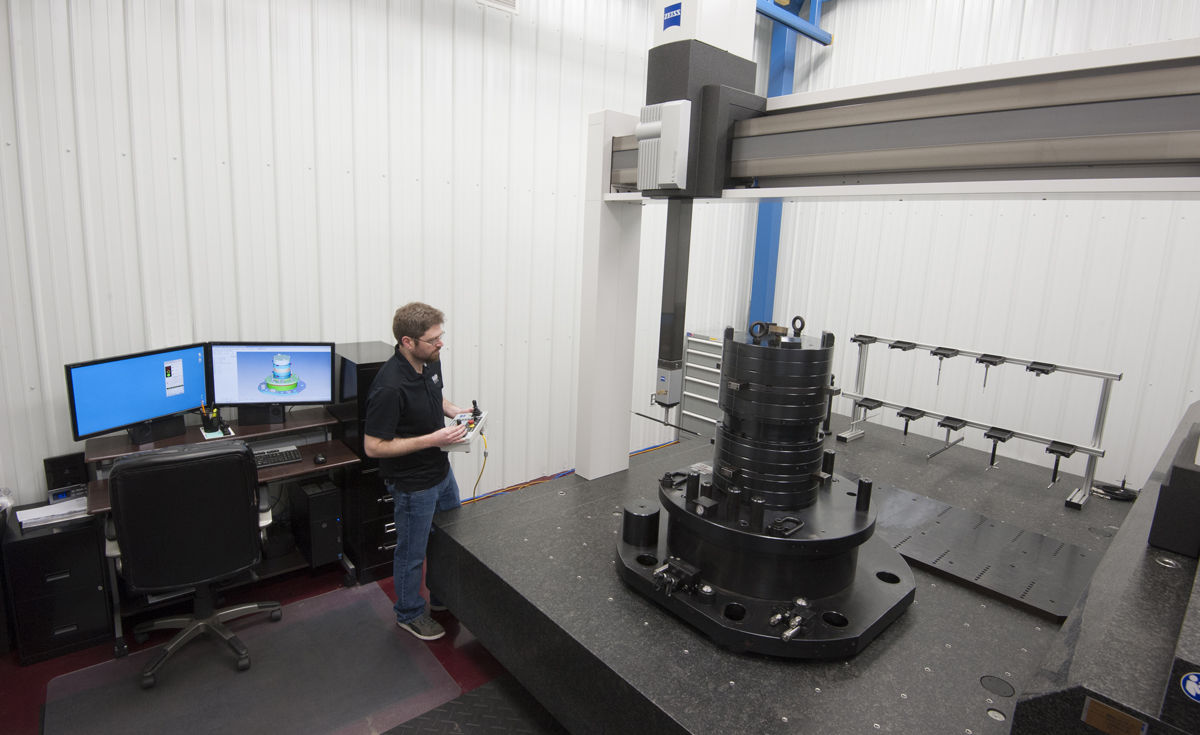
Assembly and Inspection
Once assembly gets a fixture gets far enough along to be inspected, it is moved to a temperate controlled CMM lab where the locating points are checked on our large capacity Zeiss Accura II 2000/3000/1500. PDQ designs feature grind shim adjustment of rest pad height and round pin/diamond pin location. Our CMM operator uses the grind shims to dial in the locating features. CMM programs are saved by fixture number, so that repeat fixtures are inspected exactly the same way. The final green sheet CMM reports are made available to the customer.
Following inspection the fixture is moved back to assembly for a pressure decay test and clamp test using a sample casting supplied by the customer. Ideally, the customer visits PDQ’s facility for the clamp test and final approval. If that isn’t possible, PDQ Quality and Engineering will approve the fixture for shipment, and then it is crated and shipped.